L’Overall Equipment Effectiveness (OEE), ovvero l’efficacia complessiva dell’impianto, rappresenta un indicatore fondamentale per la misurazione della performance di uno stabilimento o di un impianto produttivo. Questo parametro viene calcolato come il prodotto di tre coefficienti chiave:
- Efficienza Macchina (Keff): rapporto tra il tempo ciclo teorico e il tempo ciclo reale, che misura quanto velocemente una macchina produce rispetto al tempo ideale;
- Disponibilità Macchina (Kdisp): rapporto tra il tempo di lavorazione effettivo e il tempo totale disponibile, indicando il grado di operatività dell’impianto;
- Qualità del Processo (Kqua): rapporto tra il numero di pezzi conformi prodotti e il totale dei pezzi realizzati, rappresentando la capacità del processo di generare prodotti senza difetti.
Un valore ottimale di OEE per un impianto industriale si aggira solitamente tra il 75% e l’85%, con valori superiori considerati eccellenti e indicativi di un impianto altamente efficiente e ben gestito. Tuttavia, nella pratica, molti impianti operano con valori inferiori, spesso a causa di inefficienze legate alla manutenzione, ai tempi di fermo macchina o alla qualità della produzione.
Per monitorare e migliorare l’efficienza produttiva, gli operatori compilano i fogli di marcia, documenti che registrano informazioni chiave alla fine di ogni turno, tra cui:
- Orario di lavoro
- Numero di pezzi prodotti (sia conformi che scartati)
- Isola di lavoro o macchina utilizzata
- Eventuale fermo macchina e causale
Con l’avvento delle tecnologie 4.0, questi documenti possono essere generati automaticamente dai macchinari o informatizzati dagli operatori tramite fogli elettronici. Anche nelle attività manuali, l’informatizzazione consente una raccolta dati più precisa e tempestiva, migliorando l’analisi della produttività e di elaborazione report.
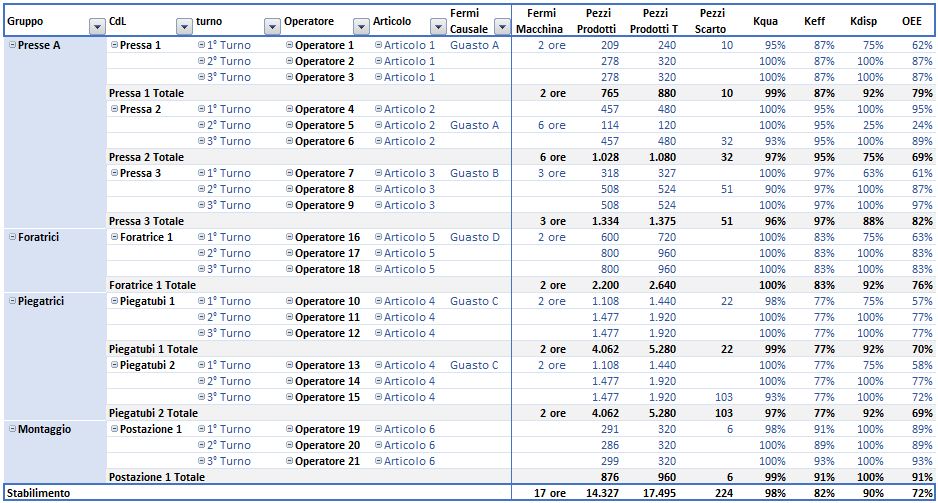
L’informatizzazione dei fogli di marcia, permette report totalmente automatici e basati su Excel Pivot Table. L’immagine seguente è l’esempio di un tipo di report realizzabile, che indica le performance di un’intera giornata di lavoro per centro di lavoro, per operatore, per articolo, indicando le causali di fermo macchina e il rendimento complessivo:
Efficienza Macchina
In ambito OEE, per efficienza macchina si intende la congruenza del tempo ciclo reale a quello teorizzato in fase di industrializzazione del prodotto. L’efficienza del processo produttivo può dipendere sia da parametri della macchina, che da azioni manuali dell’operatore, che dalle materie prime. Spesso si parla dell’operatore come conduttore della macchina.
Il monitoraggio continuo di questo indicatore permette di fornire i seguenti supporti strategici:
- Revamping impianto: dopo anni di produzione, alcuni componenti interni della macchina possono risultare usurati o obsoleti con conseguente perdita di performance produttiva; avere contezza di questo indicatore permette di effettuare una precisa valutazione di convenienza economica dell’investimento;
- Aggiornamento Distinta Base: le offerte commerciali ai clienti si basano su una struttura di costo teorica che però può differire dalla realtà; quindi di fatto si sottostimano i costi reali in fase di proposta commerciale; se si sceglie di accettare un rendimento inferiore dell’impianto, occorre aggiornare di conseguenza la distinta base, in modo tale da avere una marginalità sul prodotto più accurata;
- Incentivo Operatore: se il tempo ciclo del processo dipende principalmente dall’operatore, occorre pensare a sistemi incentivanti per aumentarne il rendimento; una buona pratica di win-win è ripartire il guadagno di efficienza tra operatore e azienda con opportuni calcoli;
- Re-Ingegnerizzazione del Processo: se si è insoddisfatti della performance di questo indicatore, si possono fare valutazioni economiche come per il revamping e pensare a soluzioni che velocizzino il processo, come ad esempio lo scarico automatico.
Disponibilità Impianto
Per disponibilità impianto si intende l’effettiva possibilità della macchina di poter produrre. Generalmente l’impianto è indisponibile per le seguenti ragioni:
- Manutenzione: tutte le macchine sono soggette a manutenzione che queste siano ordinarie, preventiveo predittive; anche le semplici pulizie sono considerate manutenzione al pari di cambio olio o cambio di pezzi strategici; il monitoraggio di questo indicatore permette di quantificare un costo sommerso della manutenzione, ovvero l’impossibilità di produrre;
- Guasto: l’indisponibilità per guasti è una diretta conseguenza della manutenzione; spesso si sceglie di avere una politica di compromesso tra l’indisponibilità per guasto e per manutenzione; spesso questo indicatore è influenzato dalla mancanza di ricambia magazzino con conseguente aumento dei tempi di intervento;
- Attrezzaggio: alcuni scelgono di considerare questi tempi come produzione, ma Tara Consulting preferisce trattarli separatamente per avere un’immediata valutazione economica dell’attrezzaggio da ribaltare poi nella distinta base; è opportuno anche fare valutazioni sulla sua entità, perché tempi elevati di attrezzaggio potrebbero corrispondere ad una programmazione non efficiente della produzione;
- Avviamento: si differenzia dall’attrezzaggio; basti pensare ad un processo di stampaggio plastico: si deve stampare una stessa bottiglia (quindi stesso stampo) ma di colore diverso; inserire il diverso colore corrisponde al processo di avviamento; anche questi tempi vanno considerati debitamente a distinta base.
Qualità del Processo
La qualità del processo di produzione dipende da innumerevoli fattori e questi sono propri del business:
- Qualità Operatore: è forse il caso più semplice da gestire, in quanto si può agire sia tramite incentivi che tramite formazione;
- Qualità Materia Prima: per monitorare questa casistica è opportuno verificare in accettazione merce la congruità della materia prima agli standard di produzione (es granularità, finitura superficiale, qualità specifiche del ferro ecc); occorre altresì che nei fogli di marcia sia indicata la motivazione del prodotto fallato, così da poter fare valutazioni complessive sull’impatto della qualità della materia prima;
- Qualità Processo: per monitorare la qualità del processo è fondamentale installare sensori tali da poter misurare i parametri critici del processo di produzione (es temperatura di fusione, pressione di iniezione ecc); queste sono scelte proprie di tecnologi e manutentori che però possono essere coordinate dal controllo di gestione che deve sapere quali output ottenere.
Conclusione
L’analisi dell’OEE e il monitoraggio dell’efficienza produttiva rappresentano strumenti imprescindibili per garantire la competitività di un’azienda manifatturiera. Attraverso una gestione attenta dei tempi macchina, delle prestazioni degli operatori e della qualità del processo, è possibile individuare le aree di miglioramento e attuare strategie mirate per ottimizzare la produzione. La forza di questo approccio è la possibilità di effettuare valutazioni di convenienza economica dell’investimento in migliorie produttive. L’adozione di tecnologie 4.0, l’automazione e una manutenzione efficace sono elementi chiave per raggiungere livelli di efficienza elevati e garantire una crescita sostenibile nel lungo periodo.
Hai qualche domanda?
Se hai domande o desideri maggiori informazioni sui nostri servizi, non esitare a contattarci. Il nostro team di esperti è a tua disposizione per supportarti con soluzioni personalizzate e rispondere a qualsiasi richiesta in modo rapido e professionale.